En Plastimex contamos con la mejor tecnología para la fabricación de contenedores, con el fin de optimizar nuestros procesos y mantener la calidad de nuestros productos.
MOLDEO POR INYECCIÓN
El moldeo por inyección es un proceso de fabricación que permite producir piezas en grandes volúmenes. Este proceso consiste en inyectar material fundido en un molde y se utiliza frecuentemente como un proceso de producción en masa para fabricar miles de artículos idénticos.
¿Cómo funciona?
La primera etapa es crear el molde en sí mismo. La mayoría de estos moldes son de metal, hechos de aluminio o acero, con una máquina de precisión que coincide con el artículo a producir. Una vez que se ha creado el molde, los materiales para los artículos se introducen en un barril calentado y se mezclan con un tornillo en forma de hélice.
El proceso de moldeo por inyección requiere un diseño cuidadoso que incluye la forma y las características de la pieza, los materiales para la pieza, el molde y las propiedades de la máquina de moldeo. Por eso, hay varias consideraciones que deben tenerse en cuenta a la hora de moldear por inyección.
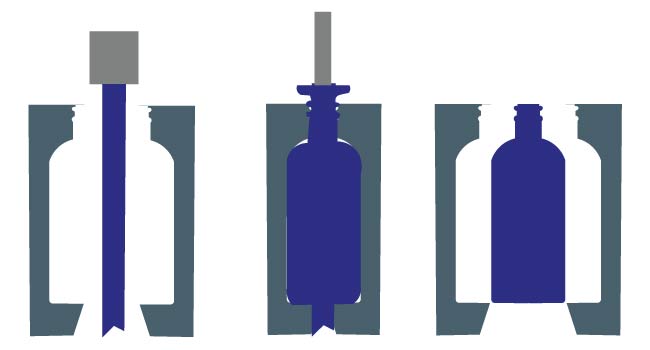
MOLDEO POR EXTRUSIÓN-SOPLADO
El moldeo por extrusión-soplado es uno de los varios métodos de moldeo por soplado para producir botellas, tarros y jarras de plástico. Es una tecnología común de moldeo por soplado que se utiliza para procesar muchos plásticos diferentes como el HDPE, PVC, PC, PP y PETG, y es muy común en las botellas que requieren tecnologías de multicapa (botellas con requisitos especiales de barrera al oxígeno y humedad para mejorar la compatibilidad y estabilidad del producto).
El moldeo por extrusión-soplado es el tipo más simple de moldeo por soplado. Un tubo caliente de material plástico llamado perisonte, se deja caer desde una extrusora y es capturado en un molde refrigerado por agua. Una vez que los moldes están cerrados, se inyecta aire a través de la parte superior o el cuello del recipiente; similar a inflar un globo. Cuando el material plástico caliente se infla y alcanza las paredes del molde, el material se "congela" y el envase mantiene su forma rígida.
El moldeo por extrusión-soplado tiene varias ventajas, una de las cuales es el menor costo de los moldes en comparación con el ISBM o IBM y la capacidad de formar asas. Otra ventaja es la capacidad de producir múltiples capas; en algunos casos, las botellas pueden tener hasta 7 capas de materiales.
TAPAS
Para el caso de la fabricación de tapas con ayuda de un molde la materia prima es inyectada hasta que este se llena, posteriormente se enfría para obtener forma definitiva de la tapa.